I. Product Introduction
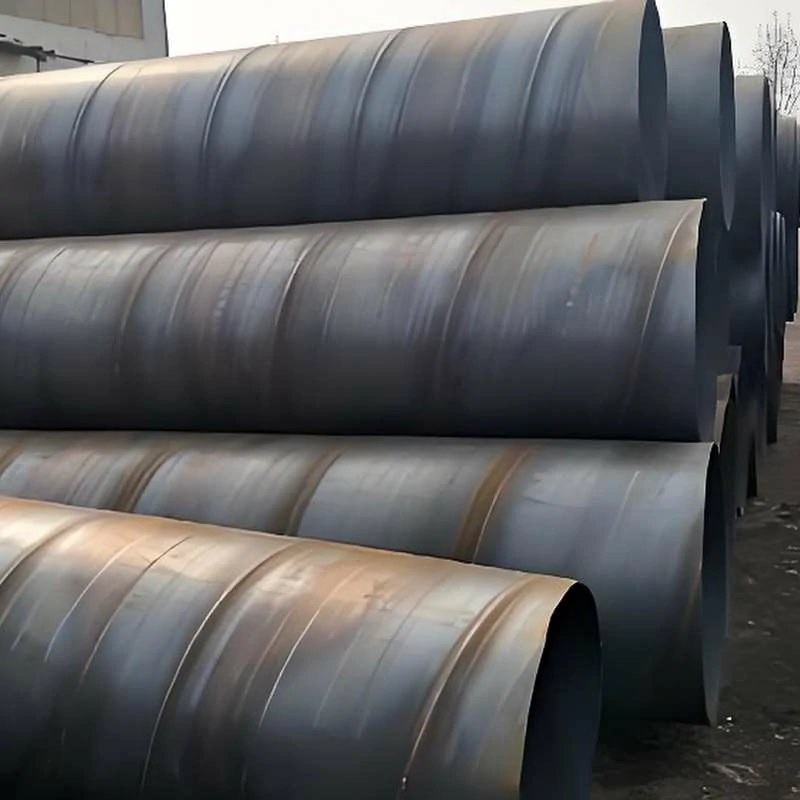
API 5L SSAW Steel Pipe for Oil and Gas Pipeline is a large-diameter spiral submerged arc welded steel pipe widely used in long-distance oil and gas transportation systems. Manufactured according to the internationally recognized API 5L pipeline steel standard, this product boasts high strength, high toughness, and excellent weldability, meeting the energy transportation needs under various complex operating conditions.
SSAW steel pipe (Spiral Submerged Arc Welded Pipe) is manufactured using a spiral forming + submerged arc welding process, making it particularly suitable for large-diameter pipeline projects. It plays an irreplaceable and crucial role in oil, natural gas, city gas, marine engineering, and long-distance pipeline projects.
With the continuous upgrading of global energy infrastructure, API 5L SSAW Steel Pipe for Oil and Gas Pipeline has become one of the most cost-effective and engineering-adaptable pipeline products in the oil and gas industry.
II. What is API 5L SSAW Steel Pipe?
API 5L SSAW steel pipe refers to spiral submerged arc welded steel pipe conforming to the American Petroleum Institute (API) 5L standard, primarily used for oil and gas transmission pipelines.
Its core characteristic is that it is formed by continuously spirally rolling steel strips and then forming a complete pipe body through internal and external submerged arc welding. Compared to seamless steel pipes or straight seam welded pipes (LSAW), SSAW steel pipes have the following advantages:
- More suitable for large-diameter production (up to 3600mm and above)
- Higher production efficiency and lower cost
- Suitable for long-distance transmission projects
- Stable structure and strong pressure resistance
- Customizable specifications according to project requirements
Therefore, API 5L SSAW Steel Pipe for Oil and Gas Pipeline is widely used in the construction of global energy transmission networks.


III. API 5L SSAW Steel Pipe Production Process Flow Chart
Raw Material Arrival ➔ 1. Raw Material Inspection ➔ Inspection of high-quality hot-rolled steel coils
↓
Core Forming ➔ 2. Spiral Forming ➔ Spiral forming of steel strip and pipe diameter control
↓
Precision Welding ➔ 3. Internal & External SAW Welding ➔ Double-sided automatic submerged arc welding
↓
Non-Destructive Testing ➔ 4. Weld Seam Inspection (UT & RT Testing) ➔ 100% ultrasonic and X-ray inspection
↓
Pressure Verification ➔ 5. Hydrostatic Test ➔ High-pressure sealing and strength testing
↓
Mechanical Processing ➔ 6. Cutting & Beveling ➔ Fixed length cutting and pipe end beveling
↓
Surface Protection ➔ 7. Anti-Corrosion Coating (3PE/FBE) ➔ Surface blasting and coating application
↓
Final Product ➔ Final Inspection & Delivery
IV. Materials and Standards
i. API 5L SSAW Steel Pipe Material and Standards Table
| Category | Specification / Parameters | Description |
|---|---|---|
| Standard | API Spec 5L (ISO 3183) | International standard for oil and gas pipeline transportation |
| Product Specification Level | PSL1 (Standard) / PSL2 (Higher Grade) | PSL2 has stricter requirements for toughness and welding performance |
| Common Steel Grades | B, X42, X46, X52, X56, X60, X65, X70 | The higher the number, the higher the steel strength |
| Delivery Condition | Normalized (N), Quenched & Tempered (Q), Thermo-Mechanical Rolled (M) | Customized based on steel grade and customer requirements |
| Pipe End Type | Beveled, Plain | Bevel angle is typically 30° (+5°, -0°) |
ii. Core steel grade mechanical properties reference (PSL2 standard)
| Steel Grade | Yield Strength Rt₀.₅ (min) | Tensile Strength Rm (min) | Yield Ratio (max) |
|---|---|---|---|
| Grade B | 245 MPa (35.5 ksi) | 415 MPa (60.2 ksi) | 0.93 |
| X42 | 290 MPa (42.1 ksi) | 415 MPa (60.2 ksi) | 0.93 |
| X52 | 360 MPa (52.2 ksi) | 460 MPa (66.7 ksi) | 0.93 |
| X60 | 415 MPa (60.2 ksi) | 520 MPa (75.4 ksi) | 0.93 |
| X70 | 485 MPa (70.3 ksi) | 570 MPa (82.7 ksi) | 0.93 |
iii. Key differences: PSL1 vs. PSL2
| Property | PSL1 (Product Specification Level 1) | PSL2 (Product Specification Level 2) |
|---|---|---|
| Chemical Composition | Wider range | Stricter limits (especially for carbon, phosphorus, and sulfur content) |
| Impact Toughness | Not mandatory | Mandatory (Charpy impact test required) |
| Weldability | Basic requirements | Strict control of carbon equivalent (CEq) required |
| Traceability | Traceable to batch level only | Full traceability (from steel coil to each finished pipe) |
| Application | Low-pressure, non-critical service | High-pressure, sour service, long-distance transmission pipelines |
V. API 5L SSAW Steel Pipe Main Application Areas
API 5L SSAW Steel Pipe for Oil and Gas Pipeline plays a core role in the following key infrastructure projects due to its superior pressure resistance and large-diameter manufacturing advantages:
1. Core Energy Transmission Engineering
- Long-distance Oil Pipelines: Used for high-pressure, long-distance transportation of crude oil and refined petroleum products across borders and regions.
- Natural Gas Pipeline Systems: SSAW pipelines are the preferred choice for natural gas trunk lines and city gas distribution networks, capable of safely withstanding extremely high operating pressures.
- Refining and Chemical Transportation: Used for the stable transportation of chemical media and industrial gases in internal and external connection pipelines within refineries and chemical plants.
2. Offshore & Harsh Environments Engineering
- Offshore Oil Platforms: Suitable for risers, pipelines, and some structural supports on offshore platforms, possessing good resistance to external pressure and corrosion.
- Acidic Environment Transportation (for PSL2): Specially treated API 5L steel pipes can be used for transporting acidic media containing H₂S.
3. Water and Municipal Infrastructure
- Large-scale water supply networks: Large-diameter SSAW steel pipes offer significant cost advantages in urban water diversion projects, agricultural irrigation, and water supply systems.
- Urban heating systems: Used as external protective casings or main transmission pipes for heating networks.
4. Construction and Piling
- Pile foundation engineering: Utilizing their high strength and flexible length customization capabilities, steel pipe piles are widely used in docks, bridges, and high-rise buildings.
- Structural supports: Suitable for columns and trusses in large steel structures such as stadiums and airports.
Why is SSAW the preferred choice for large-diameter, long-distance projects?
In long-distance transport projects, SSAW offers three key advantages over straight seam welded pipe (LSAW) and seamless pipe:
- Extremely high cost-effectiveness: It allows for the production of large-diameter pipes using narrower steel coils, reducing raw material costs and processing expenses.
- Flexible customization: Different pipe diameters can be quickly switched on the same production line simply by adjusting the forming angle, meeting the needs of complex projects.
- Enhanced safety: The spiral weld’s stress direction is at an angle to the principal stress within the pipe, and the longer total weld length effectively inhibits crack propagation under unexpected loads.

VI. Frequently Asked Questions (FAQ)
Q1. What is SSAW steel pipe? How does it differ from LSAW steel pipe?
A.
SSAW (Spiral Submerged Arc Welding) steel pipe is made by spirally forming steel coils and then welding them, resulting in a spiral weld.
LSAW (Straight Seam Submerged Arc Welding) pipe, on the other hand, is made by pressing medium-thick plates and then welding them in a straight line.
Main difference: SSAW offers greater production flexibility, enabling the production of large-diameter pipes from narrow strip steel. It is also generally more cost-effective than LSAW of the same specifications, making it an economical choice for large-diameter, long-distance transportation projects.
Q2. What is the fundamental difference between API 5L PSL1 and PSL2?
A:
These are two different specification levels. PSL1 provides a standard quality level, while PSL2 has more stringent mandatory requirements.
Additional requirements for PSL2 include: mandatory Charpy impact testing (toughness test), stricter limits on chemical composition (such as phosphorus, sulfur, and carbon content), and complete production traceability. For high-pressure oil and gas pipelines, PSL2 is typically required.
Q3: What are the maximum and minimum diameters of API 5L SSAW steel pipes?
A:
Due to the characteristics of the spiral forming process, SSAW excels at manufacturing large-diameter pipes.
Outer Diameter (OD): Typically ranges from 219.1mm (8″) to 3048mm (120″).
Wall Thickness (WT): Common wall thicknesses range from 5mm to 30mm. We can customize according to your specific engineering pressure requirements.
Q4: How do you guarantee the quality of your spiral welds?
A:
We implement “full-process quality control”:
- Online inspection: Automated ultrasonic testing is performed during the welding process.
- Offline re-inspection: X-ray inspection is conducted at both ends of the weld.
- Pressure testing: Each steel pipe must pass a hydrostatic test to ensure no leakage or bursting under high pressure.
Q5: What anti-corrosion coating solutions do you offer for oil and gas pipelines?
A:
To extend the service life of underground or underwater pipelines, we offer a variety of anti-corrosion treatments that meet international standards:
- 3PE (Triple-Layer Polyethylene): The most commonly used external anti-corrosion coating for oil and gas pipelines.
- FBE (Fusion-Bonded Epoxy Powder): Excellent adhesion and resistance to cathodic disbondment.
- Internal Coatings: Such as liquid epoxy resin coatings, which can reduce transport resistance and provide corrosion protection.
Q6: Is API 5L SSAW steel pipe suitable for acidic corrosion environments (Sour Service)?
A:
Yes. However, this must be clearly specified when ordering. For acidic environments containing H₂S, we need to select special steel plates with stable HIC (hydrogen-induced cracking) and SSCC (sulfide stress cracking) properties, and produce and test them according to the requirements of Appendix H of API 5L.




