I. Introduction to API 5L SSAW Steel Pipe
i. What is API 5L SSAW steel pipe?
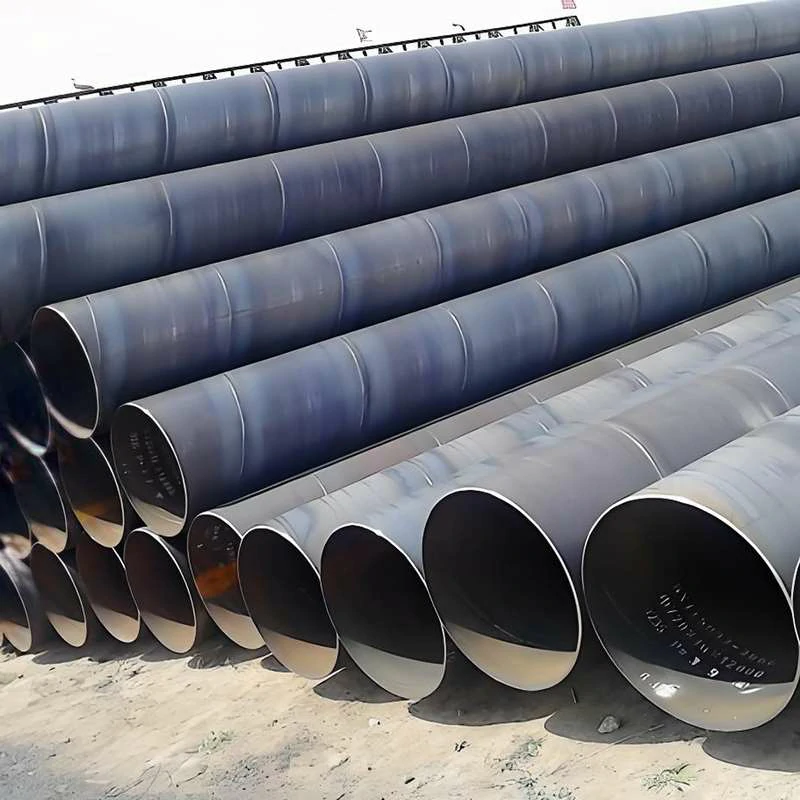
API 5L SSAW steel pipe is a spiral submerged arc welded steel pipe conforming to the API 5L standard, mainly used in long-distance transportation projects for oil, natural gas, and water conservancy.
It uses steel strip coils as raw materials and is manufactured through spiral forming and double-sided submerged arc welding processes. It features stable structure, high strength, and suitability for large-diameter production.
ii. Structure and Characteristics of SSAW Steel Pipes
SSAW (Spiral Submerged Arc Welded) steel pipes are produced using a spiral welding method. Their core advantages are:
- They can produce ultra-large diameter steel pipes.
- The weld seam is evenly distributed along the spiral line, resulting in more reasonable stress dispersion.
- They are suitable for long-distance transportation projects.
- They are more cost-effective compared to straight seam welded pipes.
iii. Comparison Table of SSAW vs LSAW vs Seamless Steel Pipe
| Comparison Item | SSAW (Spiral Submerged Arc Welded Pipe) | LSAW (Longitudinal Submerged Arc Welded Pipe) | Seamless Pipe |
|---|---|---|---|
| Manufacturing Process | Steel coil spiral forming + submerged arc welding | Steel plate forming + longitudinal submerged arc welding | Solid billet piercing and rolling |
| Weld Type | Spiral weld seam | Longitudinal straight weld seam | No weld seam |
| Applicable Diameter | Large diameter (can reach extra-large sizes) | Medium to large diameter | Mainly small diameter |
| Cost | Low (most economical) | Medium | High |
| Pressure Capacity | Medium | High | Very high |
| Typical Applications | Long-distance transmission (oil/gas/water) | High-pressure oil & gas pipelines | High-pressure small-diameter pipelines |
| Production Efficiency | High (suitable for mass production) | Medium | Relatively low |
| Delivery Time | Short | Medium | Long |
| Quality Uniformity | Good (weld seam control required) | Very good | Excellent |
| Typical Use Cases | Long-distance oil & gas pipelines, municipal water supply | High-pressure oil & gas trunk lines | High-pressure boilers, precision fluid systems |
| Key Advantages | High cost-performance, strong advantage in large diameters | High standards and safety | Seamless structure, extremely high strength |

II. API 5L X42 / X52 / X60 Performance Comparison Table
| Comparison Item | X42 | X52 | X60 |
|---|---|---|---|
| Yield Strength | ≥ 290 MPa | ≥ 360 MPa | ≥ 415 MPa |
| Tensile Strength | 415–565 MPa | 460–760 MPa | 520–760 MPa |
| Pressure Capacity | Low | Medium | High |
| Applicable Conditions | Low-pressure transmission / general engineering | Medium-pressure oil & gas pipelines (mainstream choice) | High-pressure / long-distance transmission |
| Cost Level | Low | Medium (best cost-performance) | Relatively high |
| Typical Applications | Water transmission, low-pressure pipelines | Oil & gas transmission trunk lines | High-pressure natural gas, complex geological projects |
How to Choose the Right Steel Grade?
During the procurement process, the selection of steel grade should not be based solely on price, but should consider the following factors:
- Transporting medium (oil/natural gas/water)
- Design pressure rating
- Pipeline operating environment (temperature, corrosiveness)
- Project specifications
Generally speaking:
- Cost priority → X42
- Balanced selection → X52
- High-pressure projects → X60
Among them, X52 is the most widely used steel grade in international oil and gas engineering.
III. Manufacturing Process of API 5L SSAW Steel Pipes
The manufacturing process of SSAW steel pipes directly affects the final quality and project safety. The main processes are as follows:
Steel coil → Uncoiling → Forming → Spiral welding (double-sided submerged arc welding) → Weld inspection → Hydrostatic testing → Anti-corrosion coating → Finished product inspection
Advantages of Double-Sided Submerged Arc Welding:
SSAW steel pipes utilize double-sided submerged arc welding technology, offering advantages including:
- High weld strength
- Stable weld quality
- Suitable for thick-walled, large-diameter steel pipes
- Enhanced overall structural safety
Key Quality Control Points:
- Weld continuity and uniformity
- Helix angle precision control
- Wall thickness consistency inspection
- Non-destructive testing (NDT) of the weld
These factors directly determine whether the pipeline can meet the long-term operational requirements of oil and gas projects.


IV. Common Pipeline Failure Risks in Oil & Gas Projects(API 5L X42 / X52 / X60 SSAW Steel Pipe)
In long-distance oil and gas pipeline projects, pipeline failures are often not “sudden,” but rather the result of a combination of factors, including material selection, manufacturing quality, construction methods, and the operating environment. For API 5L X42 / X52 / X60 SSAW steel pipes, understanding common failure risks is a crucial step in procurement decisions, as it directly relates to project safety, maintenance costs, and pipeline lifespan.
i. Weld Failure
The weld is the most critical structural area of SSAW steel pipes and one of the most prone to problems.
During oil and gas transportation, if weld quality control is not strict, the following problems may occur:
- Lack of fusion
- Porosity or slag inclusion
- Crack propagation
These defects will gradually propagate under high-pressure transportation environments, eventually leading to leaks or even rupture.
Key Risk Control Points:
- Stability of Submerged Arc Welding (SAW) Process
- 100% Coverage of Ultrasonic Testing (UT)
- RT (X-ray Inspection) for Critical Weld Verification
- Standardized Control of Welding Parameters
In high-pressure applications such as API 5L X52/X60, weld quality is often more important than the material itself.
ii. Corrosion Failure
Corrosion is one of the most common and insidious forms of failure in oil and gas pipelines, especially in buried or marine environments.
Corrosion is generally classified as:
- External corrosion: originating from soil, moisture, and seawater.
- Internal corrosion: caused by H₂S, CO₂, and moisture in the transported medium. Long-term corrosion leads to gradual thinning of the pipe wall, eventually resulting in perforation and leakage.
Key risk control points:
- Use 3PE or FBE anti-corrosion coatings.
- Cathodic protection system.
- Control the moisture content and corrosive components of the transported medium.
- Regular pipeline inspection (ILI intelligent inspection).
For SSAW steel pipes, the anti-corrosion system often determines its “actual service life,” not just the steel grade.
iii. Pressure Fatigue Failure
During long-distance oil and gas transportation, pipelines are not always under stable pressure but are subject to periodic pressure fluctuations.
This repeated loading can lead to:
- gradual propagation of microcracks
- stress concentration in the weld area
- localized material fatigue fracture
Especially in:
- near compression stations
- pipeline systems with frequent start-stop cycles
- high-pressure natural gas transmission pipelines
- the risks are more pronounced.
Key points for risk control:
- Select higher steel grades (e.g., X52/X60)
- Optimize wall thickness design (avoid stress concentration)
- Reduce weld defect rate
- Control pressure fluctuation range
In engineering practice, fatigue failure is usually a “long-term cumulative problem” and is not easily detected in advance.
iv. Installation Damage
Many pipeline accidents do not occur during operation, but rather are the result of problems that have already been created during construction.
Common installation damage includes:
- Deformation caused by hoisting collisions
- Damage to the external anti-corrosion layer during backfilling
- Improper weld treatment
- Excessive bending stress
These damages may not be obvious initially, but they gradually amplify the risks after operation begins.
Key Risk Control Points:
- Use correct hoisting equipment and protective padding.
- On-site joint corrosion protection (FJC) must be performed according to regulations.
- Control bending radius and installation stress.
- Conduct comprehensive testing after construction.
For API 5L SSAW steel pipes, even if the material is qualified, construction damage can be a major cause of failure.
Why are these risks important to procurement decisions?
In the procurement of API 5L X42 / X52 / X60 SSAW steel pipes, many buyers only focus on price and steel grade. However, in oil and gas engineering, what truly determines the success of a project is the ability to control systemic risks.
- Weld quality → Determines structural safety
- Corrosion protection system → Determines service life
- Fatigue control → Determines long-term stability
- Construction protection → Determines ultimate success or failure
Therefore, excellent steel pipe suppliers not only provide products, but also complete engineering-level solutions.
V. Common Problems with API 5L X42/X52/X60 SSAW Steel Pipes in Oil and Gas Engineering
Q1: Can SSAW steel pipes be used for high-pressure oil and gas transmission?
A: Yes, but the appropriate steel grade and wall thickness must be selected according to the pressure rating.
SSAW steel pipes are widely used in long-distance oil and gas pipelines, but their applicability depends on design conditions:
- Low-pressure projects: X42/X52 is sufficient.
- Medium-high pressure projects: X52 or X60 is recommended, with increased wall thickness.
- High-pressure natural gas trunk lines: Typically require more stringent design calculations + non-destructive testing requirements.
- Key point: It’s not “Can SSAW be used?”, but “Does it meet the design pressure and standards?”
Q2: Why is X52 the most commonly used steel grade in oil and gas projects?
A: Because it achieves the optimal balance between strength, cost, and machinability.
X52 steel grade has:
- Sufficient pressure resistance (suitable for most oil and gas pipelines)
- Mature global application cases
- Stable supply and reasonable cost
Therefore, X52 is often used as the “standard selection” in international oil and gas projects.
Q3: Are the welds on SSAW steel pipes safe? Will they affect oil and gas transportation?
A: Under conditions that meet API 5L standards and undergo rigorous testing, the welds are safe and reliable.
SSAW uses double-sided submerged arc welding (SAW) technology. Weld quality is ensured through the following methods:
- Ultrasonic testing (UT)
- X-ray testing (RT)
- Hydrostatic testing
As long as the tests are passed, the weld strength can reach or even approach the performance of the base material.
Q4: How should SSAW and LSAW steel pipes be chosen for oil and gas projects?
A: It mainly depends on the pressure rating and project standard requirements.
- SSAW: Suitable for large-diameter, long-distance transportation, lower cost.
- LSAW: Suitable for high-pressure, high-standard trunk pipeline projects.
General rule:
- Large-diameter long-distance transportation → SSAW is more economical.
- High-pressure critical pipelines → LSAW is safer and meets higher standards.
Q5: What tests are required for API 5L steel pipes before delivery?
A: Oil and gas projects typically require a comprehensive quality inspection system.
Common tests include:
- Chemical Analysis
- Tensile Test
- Impact Test
- Hydrostatic Test
- Non-destructive Testing (UT/RT)
- Dimensional and Visual Inspection
These tests ensure that the steel pipes meet API 5L standards and project specifications.
Q6: Are SSAW steel pipes prone to corrosion in buried oil and gas pipelines?
A: Without anti-corrosion treatment, there is indeed a risk, but this can be mitigated with a coating.
Common anti-corrosion solutions:
- 3PE anti-corrosion (most common, suitable for long-distance buried pipelines)
- FBE epoxy coating (for highly corrosive environments)
- Additional cathodic protection system (engineering-grade requirement)
In modern oil and gas engineering, SSAW + 3PE is the standard combination.


-4-768x768.jpg)

